���аl/���a/�N��һ�w�ľC����I
��aֵ�_���f�ĸ߿Ƽ����a����I
��aֵ�_���f�ĸ߿Ƽ����a����I
7/24��ԃ���՟ᾀ
15130827666
- 1
- 2
���T������
�aƷ����
ϵ�҂�

�Ԓ��15130827666
ϵ�ˣ��ݽ���
�֙C��15130827666
��ַ���ӱ�ʡ���h�Ř��_�l�^
�����͜��z�����a��ˇ
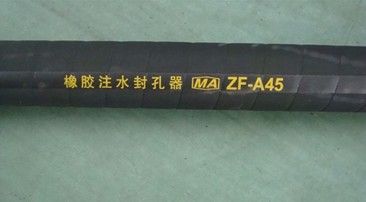
�������˱��C�z�������^����̎���܉���B���z���ڳ��ͺ��ˮ�����K����U��Ȼ�������ɲ�����ֱ�������ӟ���B�m�����w�S�z���nj����w�Sֱ�Ӽ����z���У�Ȼ�����ͣ������a��ˇ���Σ�������ȡ��ᘿ��z�ܺ͊A���z�ܡ��F���z�����a��ˇڅ���ڸ߶��B�m�����Ԅӻ����a�����ß��������z�����Ͽ�ʡȥ��������a��ˇ�^�̡�
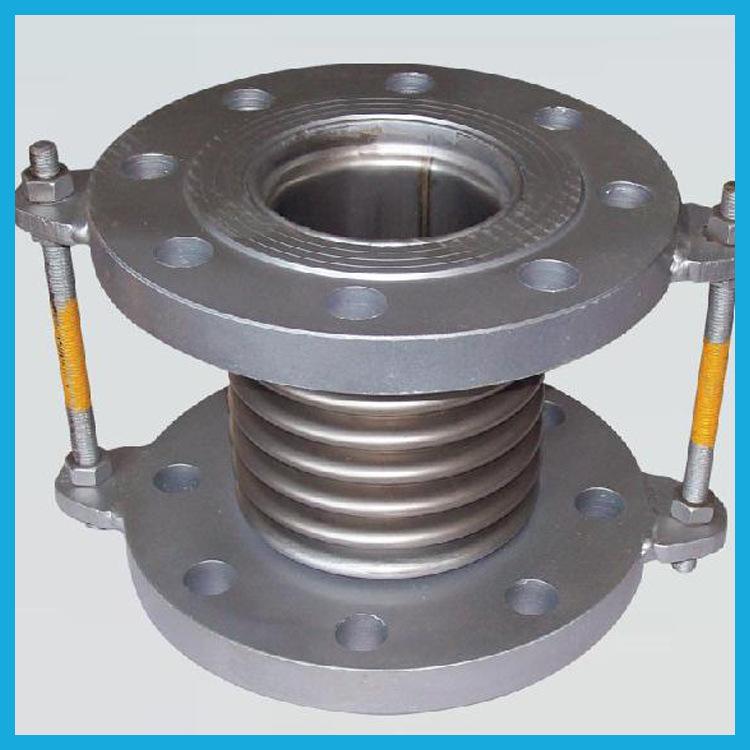
 �����͜��z�����a����
�����͜��z�����a����
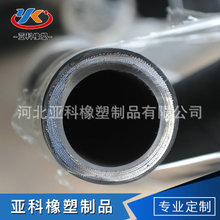
�����͜��z�����a�Ļ��������쟒�z�ӹ������Ӿ��������ӹ����z�ܳ��͡��ȡ���ͬ�Y������ͬ�Ǽܵ��z�ܣ���Ǽ܌ӵļӹ��������z�ܳ����O�������
����ȫ�z�z�����Ǽ܌ӣ�ֻ��ʹ�É����C�����z�ܼ���;�A���z����Ҫʹ�Ì��z�����ڃ��z���ϵij��͙C;�����z���ڳ��͕r�����p����������������z;�������p�@�z����Ҫʹ�Ì��õĿ��ホ���C���p�@�C;ᘿ��z����Ҫʹ��ᘿ��C�ȡ�
�����͜��z�ܳ��ͷ���
�����͜��z�ܳ��ͷ��������ù�о�c�ɷ֞���о��(�ְ���ܛо����Ӳо��)���oо������о����ָ�z����Ӳо��ܛо�ϳ��ͣ��oо���nj��Ǽ܌Ӽ����z��ֱ���ډ����ă��z���ϳ��͡�
�������˱��C�z�������^����̎���܉���B���z���ڳ��ͺ��ˮ�����K����U��Ȼ�������ɲ�����ֱ�������ӟ���B�m�����w�S�z���nj����w�Sֱ�Ӽ����z���У�Ȼ�����ͣ������a��ˇ���Σ�������ȡ��ᘿ��z�ܺ͊A���z�ܡ��F���z�����a��ˇڅ���ڸ߶��B�m�����Ԅӻ����a�����ß��������z�����Ͽ�ʡȥ��������a��ˇ�^�̡�
�����͜��z�����a�Ļ��������쟒�z�ӹ������Ӿ��������ӹ����z�ܳ��͡��ȡ���ͬ�Y������ͬ�Ǽܵ��z�ܣ���Ǽ܌ӵļӹ��������z�ܳ����O�������
����ȫ�z�z�����Ǽ܌ӣ�ֻ��ʹ�É����C�����z�ܼ���;�A���z����Ҫʹ�Ì��z�����ڃ��z���ϵij��͙C;�����z���ڳ��͕r�����p����������������z;�������p�@�z����Ҫʹ�Ì��õĿ��ホ���C���p�@�C;ᘿ��z����Ҫʹ��ᘿ��C�ȡ�
�����͜��z�ܳ��ͷ���
�����͜��z�ܳ��ͷ��������ù�о�c�ɷ֞���о��(�ְ���ܛо����Ӳо��)���oо������о����ָ�z����Ӳо��ܛо�ϳ��ͣ��oо���nj��Ǽ܌Ӽ����z��ֱ���ډ����ă��z���ϳ��͡�
- ��һƪ����ڏ��z�ܳ�Ҋ���|�����Խ�B
- ��һƪ������x���P䓷��mҺ����
�����P�I�֣�
���]�aƷ





���P�YӍ
- �A���z�ܵ���;�����c...2020-10-28
- עˮ����������ü�����...2018-05-11
- ú��עˮ��������÷�...2018-03-31
- ��ͬ������z�ܵĹ��������Ƕ���...2018-06-01
- Һ���z�ܵ��\ݔ���A��...2018-08-22
- �����q�JҺ���z���|�����c��...2018-08-18
- ���a�߉��ܸ��N��̖����;...2021-02-23
- Һ���z���Ų��Լ����bע�����...2018-08-18
- ���V���z�y��ڏ��z�ܵ��|���ķ���...2020-12-29
- �ĸ߉��z�������п������Ƿ��|...2018-06-30

