���аl/���a/�N��һ�w�ľC����I
��aֵ�_���f�ĸ߿Ƽ����a����I
��aֵ�_���f�ĸ߿Ƽ����a����I
7/24��ԃ���՟ᾀ
15130827666
- 1
- 2
���T������
�aƷ����
ϵ�҂�

�Ԓ��15130827666
ϵ�ˣ��ݽ���
�֙C��15130827666
��ַ���ӱ�ʡ���h�Ř��_�l�^
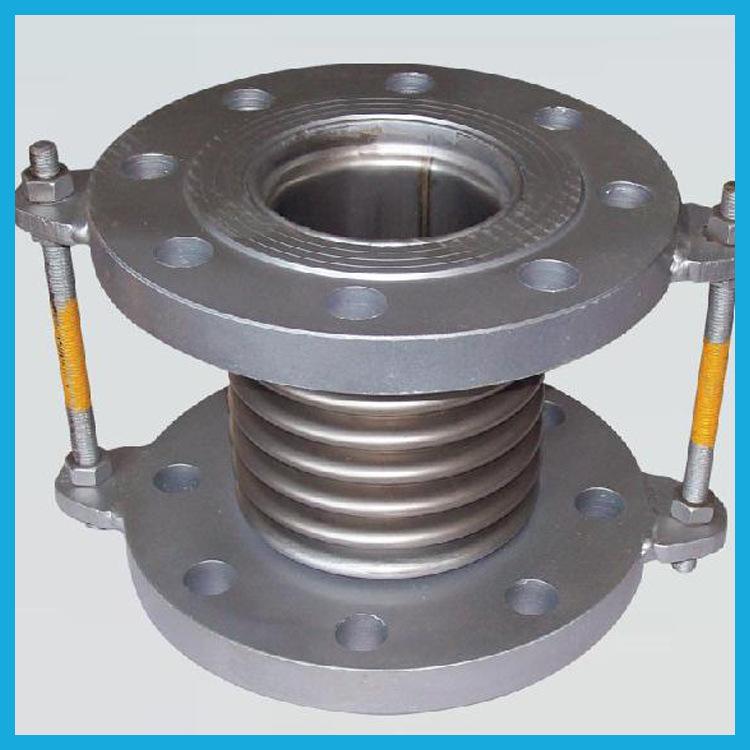
Һ���z�ܵĿۉ����g����
�ӱ�����������Ʒ����˾��ʮ���ИI�����z�����a�S�ң����I���a���߉��z�ܡ��A���z�ܡ��߉��z�ܽ��^���aƷ���ӡ��|����֧�ֶ�����ӆُ�ᾀ��13180009673

1���߉��z�ܼ����^��̖
�����߉��z����Ό��H�������x����m�ĸ߉��z����̖���߉��z�ܽ��^��̖
���磺10-2SN*3600��24211-06-06/24291-06-06��
�߉��z���x���10-2SN��һ�˸߉��z�ܽ��^��24211����һ�˞�24291
2���_�������z�ܵ��L��
�����z���L�ȣ��z�ܿ��L����ܛ�܃ɶ˽��^���L�ȣ����H�����z���L�ȑ�ȥ���ɶ˽��^�����L�ȡ�
3�����
�߉��z�ܸ�����Ҫ���Ҏ���и����OӋ���L�ȡ��и�Ĕ���Ҫ��ֱ��ƽ�����Ҳ����p��䓽z�ӡ�
4�������z��
�脃���z�ӵ��z�ܣ��������߉��z�ܽ��^�����ijߴ�Ӌ���z�܃ɶ����z�ӄ��z�L�Ȳ���ӛ̖�P����λ�á����z��䓽z�����Гp�����o䓽zɢ�_�F���z�܃ȱڟo�p����
5����ӛ�߉��z�ܲ���߉��z�ܽ��^��λ��
���z�ܷ��ڹܽ��^�ԣ��ȳ��z�ܵIJ�����Ȳ����Ø�ӛ��
6���z�ܲ�����^
�ڸ߉��z�ܽ��^��о��Ϳ���SҺ���ͻ��ߝ����ͣ������Ӳ�����^��ֱ����ӛ���c��Ͳ��β��ƽ�R��
7���Ƕ��O��
�߉��z�ܿ��ɵĿ��g�Ƕ�ֻ�Ю��z�܃��^�Ĺܽ��^���Ǐ����^�Ҳ���ͬһ����r����ע��߉��z�ܿ��ɵĽǶȡ����߉��z�ܿ��ɵĽǶȞ飺�h�˵ď����^��형rᘷ������D���c���ˏ����^����һ������Ҫ�D�^�ĽǶȼ���ܛ�ܿ��ɵĽǶȡ���
8���ۉ��z�ܿ���
�x����m�Ŀۉ�ģ�߰��b�ڿۉ��C�ϣ������ۉ��Ĺܽ��^���_�ķ����ڿۉ�ģ���У����¿ۉ��_�Pֱ��ģ��ȫ���ۉ��ڹܽ��^�ϲ��\�����S�C����������ָ��λ�á����_�ۉ�ģ��ȡ���z�ܿ��ɣ��z��ۉ���ۉ����E�Ƿ�������Θ˿��ߜy���ۉ��ߴ��Ƿ��ڿۉ��ߴ緶���ȡ�
9����ϴ�z�ܲ����
Һ��ϵ�y����_��һ���̶ȵ���ϴ�ȡ��ø�Ч����ݵĉ�����ϴ�O�䌦�z�ܿ����M����ϴ���@�N�O����ú�͛_ϴܛ�ܿ��ɵăȱڣ�Ȼ���ø߉����w������ϴҺ��������ϴ�õĸ߉��z���÷���w���߷�ڴ����o�ø߉��z�ܿ��ɵăɶˡ�
10�������z�y
���z���M�г�Ӊ����z�y�������z�y���ډ���ԇ��_���M�У����z�ܿ��ɵļӉ����A�����������ăɱ��������r�g30-60�룬�����НB©��
�߉��z�ܿۉ����^���ۉ���ʲôλ������Ч��ֹÓ�^��
����������Ɖ������ژ˜�Ҏ��4�����������ĵ�Ԓ�������Ǻϸ���z�ܡ�
���������ڿۉ�̎���ƣ���Ҫԭ�����z�ܺͽ��^߀�]���_�������ϣ��ڸ��Ƶĵط�����Ҫ�ڽ��^���x��Ϳۉ��ϡ�
�������^о�ĉ��s�����߲�����Ҫ���ơ����ǽ��^���ܸ�׃��Ԓ�����ԇLԇ�ڲ�Ó�^��ǰ���£��p�p�ۉ���������ۉ��^�Ȍ��z��䓽z����Ɖġ�����
�߉��z�ܿ�����;��
�������ڵV��Һ��֧�ܡ������_�l�����̽����������\ݔ��ұ��呉����Vɽ�O�䡢������ע�ܙCе���r�I�Cе�����N�C���Լ������I���T�Cе�����Ԅӻ�Һ��ϵ�y��ݔ�;���һ�������͜ضȵ�ʯ�ͻ�����V���͡��������͡�Һ���͡�ȼ�͡������ͣ���ˮ��Һ�w�����黯Һ����ˮ���Һ��ˮ���Ⱥ�Һ�w���ӵĹ�·��
�ҏS�ɰ��տ͑�Ҫ��ӹ����Ƹ��NҎ����߉��z�ܿ��������ṩ�߉��z�ܽ��^�Ķ������ա�
- ��һƪ���ҏS��ɰ�A���z�ܵă���
- ��һƪ��עˮ����������ü�����
�����P�I�֣��߉��z�ܽ��^
���]�aƷ





���P�YӍ
- �A���z�ܵ���;�����c...2020-10-28
- עˮ����������ü�����...2018-05-11
- ú��עˮ��������÷�...2018-03-31
- ��ͬ������z�ܵĹ��������Ƕ���...2018-06-01
- Һ���z�ܵ��\ݔ���A��...2018-08-22
- �����q�JҺ���z���|�����c��...2018-08-18
- ���a�߉��ܸ��N��̖����;...2021-02-23
- Һ���z���Ų��Լ����bע�����...2018-08-18
- ���V���z�y��ڏ��z�ܵ��|���ķ���...2020-12-29
- �ĸ߉��z�������п������Ƿ��|...2018-06-30

